Mechanical Support Facility
Mechanical Fabrication Facility
![]() Precision Fitting and Assembly Facility
Precision Fitting and Assembly Facility
This was developed as the Centralized Fitting Facility for carrying out Precision Fitting and Mechanical assembling work for FM components in large numbers.
- Class of Cleanliness : Class 100000
- Laminar Flow Tables : Class 100
 |
 |
 |
| DR Filter | Tray Package | Precision Fitting Lab |
Surface Cleaning Facility
| This facility employs Dry Ice (CO2) blasting machine for surface cleaning operation for thorough cleaning of components fabricated by various processes and makes the process much faster and more effective. Sound Proof Room for this facility was developed for use of this machine. |  |
| Salient Features - Capacity of pellet hopper : 20 kgs - Blasting Pressure : 8 - 12 bar - Air consumption : 175 – 225CFM - Cleaning media : Dry Ice pellets |
![]() Machine Tapping Facility
Machine Tapping Facility
All satellite subsystem components for assembly require internal thread tapping, which is the last stage of the machining process. So, Hydraulic Auto Tapping machine is used for automating the screw thread tapping operation
by replacing manual tapping work thereby job being done much faster and precisely with less human intervention. A large number of tapped holes are being carried out for FM components with this process.
Salient Features
- Arm rotation: 360 degree
- Tapping capacity: M2 to M16
- Articulate arm having self centering and free floating capability
- Automatic Digital Programmer and hydraulic motor for spindle rotation


![]() Helicoil Insertion Facility
Helicoil Insertion Facility
This facility is used for automating the screw thread insertion operation by replacing manual insertion work thereby job being done much faster in an efficient manner.
Salient Features
- Arm rotation: 360 degree
- Helicoil Insertion capacity: M2 to M8
- Insertion Depths fully adjustable (1D, 1.5D, 2D, 2.5D) with point of automatic reverse-and-return
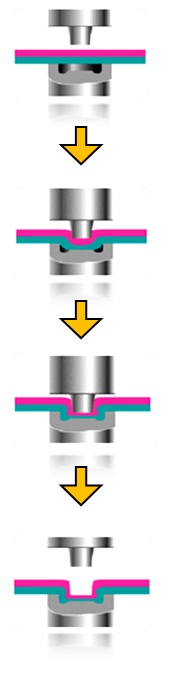
![]() Sheet Metal Joining Facility
Sheet Metal Joining Facility
Sheet Metal joining facility was augmented with Clinching Press Unit for automating the sheet metal joining operation. The joint is created by cold forming process between the sheets and makes this joining process much
faster and increases joint reproducibility.
Salient Features
- Drive: Pneumo-Hydraulic
- Combined material Thickness range: 1.0 mm to 5.0 mm
- Clinching Pressing Force (Max.): 80 kN
- Power Stroke Length: 12 mm
- Throat Opening and Depth: 190 mm & 500 mm
 |
 |
 |
![]() Gas Tungsten Arc Welding (GTAW) Facility
Gas Tungsten Arc Welding (GTAW) Facility
TIG Welding facility was augmented with AC/DC Digitized MOSFET based Inverter TIG welding unit for welding of thin sheet metal components with more reliable welding joints. It is particularly aimed to fabricate Waveguide
plumbing components with enhanced productivity and quick delivery.
Salient Features
- Frequency Inversion : 80 KHz
- Welding Current Range: 3-300Amps
- Pulsing Frequency: 0.2 Hz to 2 KHz